Processos de Soldadura
Material completo com teoria, diagramas e mini-simulado de 10 perguntas para cada processo.
Eletrodo Revestido (SMAW)
O processo SA (Soldadura por Arco com Eletrodo Revestido), também conhecido como SMAW ou MMA, usa um eletrodo consumível revestido. O arco elétrico funde o metal base e o eletrodo, e o revestimento gera escória e gás protetores.
- Equipamento simples e portátil — ideal em obra e ao ar livre.
- Tolera vento moderado (a escória protege o banho).
- Tipos de revestimento: Rutílico (R/RR), Básico (B), Celulósico (C).
- Polaridade típica: CC+ (DCEP) para básicos.
- Norma do consumível: EN ISO 2560 (ex.: E 46 3 1Ni B 5 4 H5).
Mini-simulado — SA
1.Qual é o número do processo SMAW (eletrodo revestido) na ISO 4063?
2.Qual é a função principal do revestimento do eletrodo?
3.O eletrodo básico (B) caracteriza-se por:
4.Eletrodo celulósico é típico em:
5.Qual é a polaridade mais comum para eletrodos básicos?
6.Em SMAW, comprimento de arco recomendado é aproximadamente:
7.Defeito típico de arco demasiado longo em SMAW:
8.Em E 46 3 1Ni B 5 4 H5, o '46' indica:
9.H5 num eletrodo significa:
10.Vantagem principal do SMAW vs MIG:
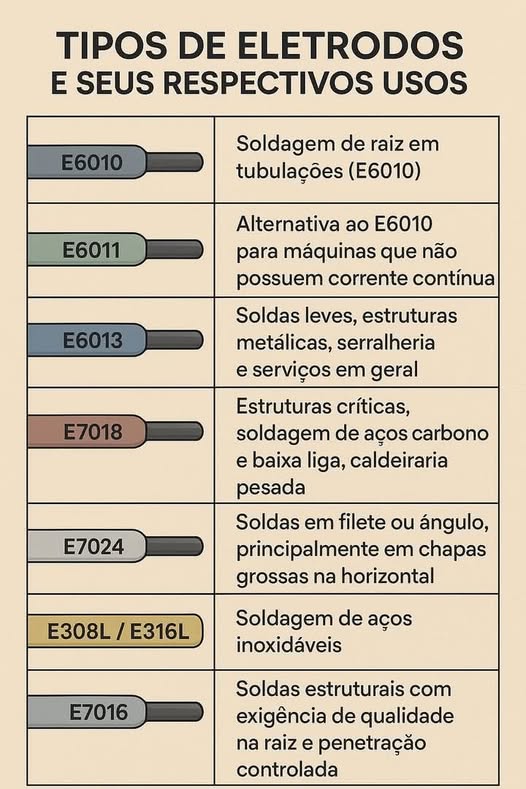
Confira os principais tipos e suas aplicações:
- 🔹E6010 – Ideal para raiz de tubulação, principalmente em campo. Penetração agressiva, perfeito para soldar em todas as posições, mesmo com oleosidade e ferrugem. Funciona apenas em corrente contínua (CC+). É o queridinho do pipeline!
- 🔹E6011 – A versão "irmã" do 6010 para máquinas que operam em corrente alternada (CA). Também possui penetração profunda e ótimo desempenho em soldagens de manutenção e reparo.
- 🔹E6013 – Muito usado na serralheria e em estruturas leves. Fácil abertura de arco, ótimo acabamento e baixa penetração. Perfeito para iniciantes e trabalhos mais simples.
- 🔹E7018 – Altíssima resistência mecânica e ótimo acabamento. Indicado para estruturas críticas, soldagens em aços carbono e baixa liga. Exige mais técnica e cuidados com a umidade. É o eletrodo da qualidade!
- 🔹E7024 – Alto rendimento e deposição rápida, mas só pode ser usado na posição horizontal ou levemente inclinada. Muito usado para cordões largos e enchimentos em chapas grossas.
- 🔹E308L / E316L – Eletrodos para aços inoxidáveis. Usados em indústrias alimentícia, química e farmacêutica. Alta resistência à corrosão e excelente acabamento.
- 🔹E7016 – Menos usado, mas extremamente importante. Ideal para raiz e passes em aços carbono com penetração controlada. Arco estável e escória que se desprende com facilidade.
Quem domina os eletrodos, domina a solda. Aprender isso é investir em segurança, qualidade e reconhecimento profissional.
MIG / MAG (GMAW)
No MIG/MAG, um arame consumível é alimentado continuamente e o arco é protegido por um gás. MIG (131) usa gás inerte (Ar). MAG (135 sólido / 136 tubular) usa gás ativo (CO₂ ou misturas Ar+CO₂).
- Alta produtividade — alimentação contínua de arame.
- Modos de transferência: curto-circuito, globular, spray, pulsado.
- Gases comuns (ISO 14175): I1 (Ar puro) para MIG; M21 (Ar+CO₂) para MAG.
- Polaridade: arame em CC+ (DCEP).
- Consumíveis: ISO 14341 (sólidos), ISO 17632 (tubulares).
Mini-simulado — SM
1.Número do processo MIG (gás inerte) na ISO 4063:
2.Número do processo MAG com arame sólido:
3.Gás típico do MAG para aço carbono (ISO 14175):
4.Modo de transferência com baixo aporte térmico, ideal para chapa fina:
5.Polaridade habitual em MIG/MAG com arame sólido:
6.Causa típica de porosidade em MIG/MAG:
7.Distância tubo-contacto/peça (stick-out) influencia:
8.Vantagem do MAG vs SMAW:
9.Para alumínio em MIG usa-se tipicamente:
10.Arame ER70S-6 (AWS) corresponde na ISO 14341 a:
TIG (GTAW)
O TIG usa um eletrodo de tungsténio NÃO consumível protegido por gás inerte (geralmente árgon). O metal de adição (vareta) é introduzido manualmente. Produz soldaduras de altíssima qualidade.
- Excelente controlo do banho — ideal para raiz e materiais finos.
- Polaridade: DC- (DCEN) para aço/inox; AC para alumínio.
- Eletrodos de W (ISO 6848): WT20 (2% tória), WC20 (cério), WZ8 (zircónio).
- Gás: Ar puro (I1, ISO 14175); pode usar Ar+He em Al espesso.
- Varetas para aço carbono: ISO 636 (ex.: W 46 3 W3Si1).
Mini-simulado — ST
1.Número do processo TIG/GTAW na ISO 4063:
2.Eletrodo de tungsténio com 2% de tória (ISO 6848):
3.Para soldar alumínio em TIG usa-se:
4.Polaridade típica do TIG em aço:
5.Gás de proteção padrão em TIG:
6.Forma da ponta do eletrodo de tungsténio para DC:
7.Defeito típico se o tungsténio toca o banho:
8.Vantagem principal do TIG:
9.Vareta TIG para aço C (ISO 636):
10.Ângulo típico da tocha TIG em relação à peça:
Bónus — Discos de rebarbadora
Não é tudo o mesmo disco: desbaste, corte e flap servem para coisas diferentes.